PU (Polyurethane) conveyor belts are highly versatile and durable solutions widely used across industries due to their exceptional resistance to wear, flexibility, and adaptability to various operating conditions. PU belts are particularly valued in food processing, packaging, and manufacturing sectors. Below is a detailed introduction:
Key Features of PU Conveyor Belts
Outstanding Wear Resistance
Abrasion Resistance: PU belts excel in high-friction environments, outperforming many polymers like PVC or rubber.
Tear and Cut Resistance: High tensile strength prevents damage from sharp or heavy loads.
Chemical and Environmental Resistance
Oil and Grease Resistance: Ideal for applications involving lubricants, fats, or oily substances (e.g., meat processing, automotive).
Hydrolysis Resistance: Maintains integrity in humid or wet conditions.
Ozone and UV Resistance: Suitable for outdoor use without degradation.
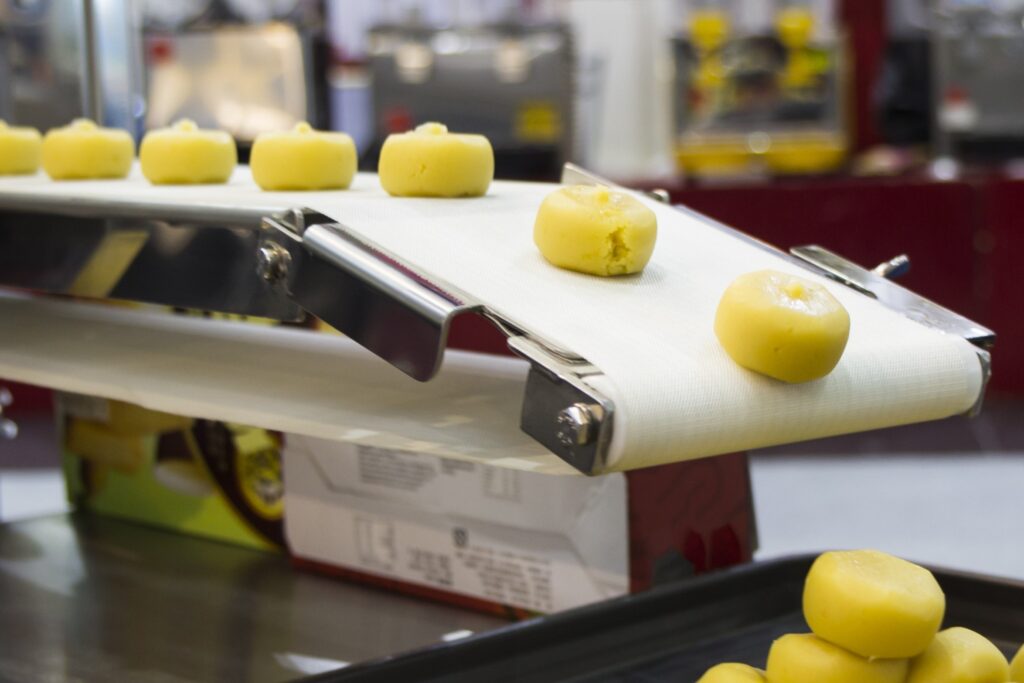
Food Safety and Hygiene
FDA, EU 1935/2004, and 3-A Compliance: Safe for direct food contact; non-toxic and odorless.
Smooth, Non-Porous Surface: Easy to clean, prevents bacterial buildup, and withstands frequent sanitization.
Temperature Tolerance
Operates effectively within -30°C to 90°C (-22°F to 194°F), suitable for both cold storage and moderate-heat environments.
Customizable Design
Available in various surface textures (smooth, ribbed, patterned) to enhance grip or reduce product sticking.
Can be fabricated as seamless belts to minimize contamination risks.
Lightweight and Flexible
Maintains elasticity in cold temperatures, ensuring smooth operation without cracking.
Cleaning: Use mild detergents; avoid abrasive tools to prevent surface damage.
Regular Inspection: Check for edge wear, cracks, or thinning.
Proper Tension: Avoid over-tightening to extend belt lifespan.
Why Choose PU Conveyor Belts?
PU belts strike an optimal balance between performance, cost, and longevity. Their ability to withstand harsh chemicals, repetitive stress, and rigorous cleaning protocols makes them ideal for industries demanding hygiene, efficiency, and reliability. Additionally, their compliance with global food safety standards ensures safe use in critical applications.
For specialized needs (e.g., anti-static properties, custom widths, or FDA-certified colors), PU belts can be tailored to meet specific operational requirements.