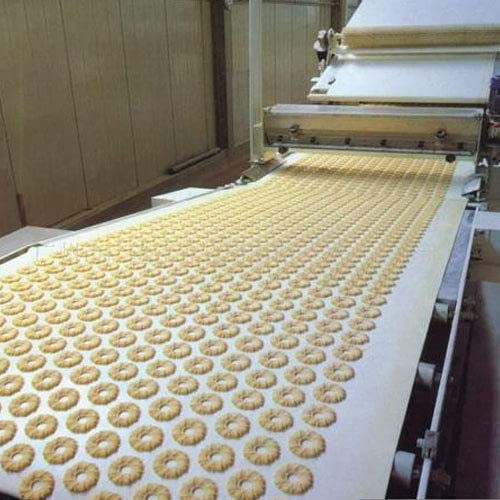
PVC (Polyvinyl Chloride) food conveyor belts are cost-effective, versatile solutions widely used in food processing and packaging industries. Known for their durability, ease of maintenance, and compliance with food safety standards, PVC belts balance performance and affordability. Below is a detailed introduction:
Key Features of PVC Food Conveyor Belts
Food Safety Compliance
FDA 21 CFR 177.2600 and EU 1935/2004 Certified: Food-grade PVC formulations exclude harmful plasticizers (e.g., phthalates) and ensure non-toxic, odorless operation.
Smooth, Non-Porous Surface: Resists bacterial growth and allows easy cleaning.
Durability and Flexibility
Abrasion Resistance: Suitable for moderate-wear applications like dry or chilled food transport.
Flexible Design: Maintains performance across a temperature range of -10°C to 80°C (14°F to 176°F).
Chemical and Moisture Resistance
Waterproof: Ideal for damp or washdown environments (e.g., vegetable washing lines).
Resists Mild Acids and Alkalis: Compatible with common food sanitizers.
Cost-Effectiveness
Lower initial cost compared to silicone, TPU, or PU belts, making them ideal for budget-conscious operations.
Customizable Options
Surface Textures: Smooth, patterned, or cleated surfaces for grip or product alignment.
Thickness and Colors: Available in various gauges and FDA-approved colors (e.g., white, blue).
Cleaning: Wipe with mild detergents or sanitizers; avoid abrasive tools to prevent surface scratches.
Avoid High Temperatures: Prolonged exposure >80°C may cause warping or deformation.
Regular Inspection: Check for cuts, edge fraying, or plasticizer migration (sticky residue).
Why Choose PVC Food Conveyor Belts?
PVC belts are ideal for operations prioritizing budget efficiency without compromising basic hygiene and durability. They excel in dry to moderately wet environments, offering reliable performance for lightweight to medium-duty food transport. Their compliance with global food safety standards ensures safe use in direct or indirect food contact scenarios.